
3.4.1. Особенности конструкции
 |
Рис. 3.65. Задний мост: 1 – полуось с тормозом; 2 – втулка упорная; 3 – пластина полуоси; 4 – болт крепления щита тормоза; 5 – подшипник; 6 – манжета; 7 – втулка запорная; 8 – картер заднего моста; 9 – картер редуктора; 10 – корпус дифференциала; 11 – болт; 12 – шестерня ведомая; 13 – подшипник ведущей шестерни передний; 14 – шайба маслоотражательная; 15 – манжета ведущей шестерни; 16 – шайба; 17 – фланец крепления карданного вала; 18 – гайка; 19 – втулка распорная; 20 – прокладка регулировочная; 21 – подшипник ведущей шестерни задний; 22 – шестерня ведущая; 23 – шайба упорная; 24 – подшипник дифференциала; 25 – гайка регулировочная; 26 – стопор; 27 – прокладка; 28 – болт; 29 – шайба; 30 – болт; 31 – шестерня полуоси; 32 – пробка; 33 – палец сателлитов; 34 – сателлит; 35 – крышка подшипника; 36 – крышка редуктора; 37 – пробка магнитная; С – монтажный размер
|
Задний мост ведущий. В картере заднего моста (балки) 8 (рис. 3.65), установлен редуктор, включающий в себя главную передачу с дифференциалом и полуоси.
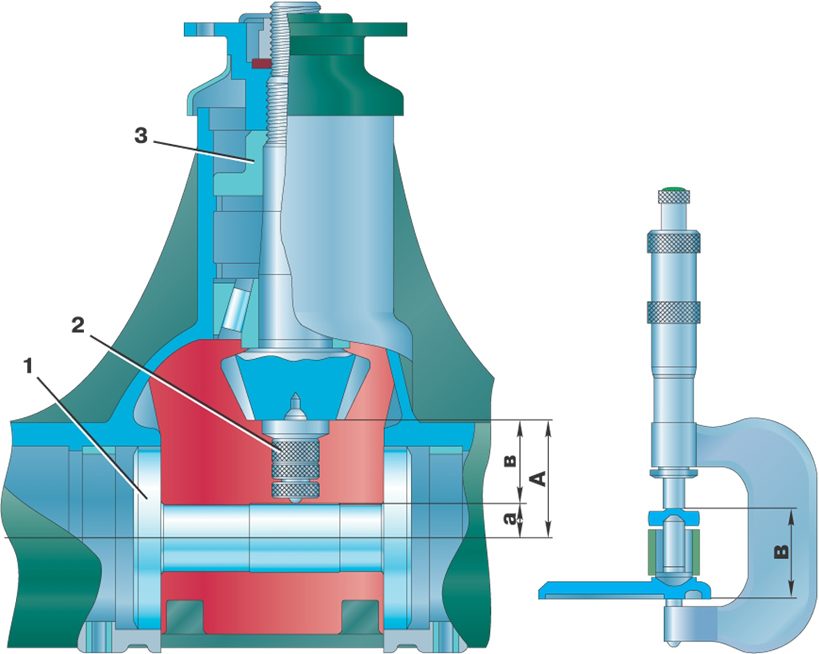 |
Рис. 3.80. Определение монтажного зазора А в картере главной передачи: 1 – контрольная оправка; 2 – микрометрическая стойка; 3 – оправка
|
Картер заднего моста состоит из двух кожухов полуосей, запрессованных свободными концами в картер 9 редуктора и скрепленных сваркой. Кожухи полуосей представляют собой трубы с приваренными фланцами, опорными площадками для крепления рессор. Редуктор заднего моста включает в себя гипоидную главную передачу и межколесный дифференциал. В картере 9 редуктора на двух роликовых конических подшипниках 13 и 21 размещается ведущая шестерня 22 главной передачи, изготовленная за одно целое с валом. Между торцом наружного кольца заднего подшипника и опорной поверхностью картера редуктора установлены регулировочные прокладки 20, определяющие положение ведущей шестерни по монтажному размеру А=а+в (см. рис. 3.80). Между роликовыми коническими подшипниками находится распорная втулка 19 (см. рис. 3.65), предварительный натяг которой создается гайкой 18 крепления фланца 17 ведущей шестерни. Выступающий из картера редуктора конец вала ведущей шестерни уплотнен манжетой 15. На фланце 17 установлен грязеотражатель, защищающий манжету от грязи и повреждений.
Ведомая шестерня 12 главной передачи прикреплена болтами 11 к фланцу корпуса 10 дифференциала, который вращается на двух роликовых конических подшипниках 24, регулируемых гайками 25, ввернутыми в разъемные постели подшипников. Каждый подшипник закрыт крышкой 35, прикрепленной двумя болтами к картеру редуктора. Регулировочные гайки 25 фиксируются стопором 26. Два сателлита 34 установлены на пальце 33 сателлитов. От выпадания палец сателлитов удерживается ведомой шестерней 12, которая перекрывает отверстие. Конические зубья сателлитов 34 находятся в постоянном зацеплении с зубьями полуосевых шестерен 31, которые опираются торцами на корпус 10 дифференциала.
Полуоси внутренними шлицевыми концами входят в зацепление со шлицами полуосевых шестерен 31, а наружными концами опираются на закрытые шариковые подшипники 5 с уплотнителями. Подшипник фиксируется на полуоси через упорную втулку 2 запорной втулкой 7. Последняя в холодном состоянии напрессована на полуось усилием 98 100+1962 Н (10 000+2000 кгс). К фланцу полуоси крепится двумя винтами тормозной барабан и четырьмя болтами – диск колеса.
В нижней части картера редуктора 9 (балки) установлена магнитная пробка 37 сливного отверстия. Подшипники полуоси – закрытого типа с одноразовой смазкой, заложенной туда на весь срок службы до капитального ремонта автомобиля.
В процессе эксплуатации подвижные детали и узлы заднего моста подвергаются износу, что с течением времени начинает сказываться на работе всей трансмиссии и самого моста.
Номинальные размеры, допуски, зазоры и натяги основных сопрягаемых деталей, наиболее часто подверженных износу, приведены в табл. 3.5.
Определение технического состояния заднего моста по шуму
Чтобы облегчить поиски возможных неисправностей, придерживайтесь следующего порядка испытаний.
Испытание № 1.
Ведите автомобиль по шоссе со скоростью около 20 км/ч, чтобы отчетливо определить характер шума. Затем постепенно увеличивайте скорость до 90 км/ч, прислушиваясь к изменению шума и отмечая скорость, при которой это происходит.
Отпустите педаль акселератора и без притормаживания погасите скорость двигателем. Во время замедления следите за изменением шума и фиксируйте момент его усиления или уменьшения. Обычно шум возникает и исчезает при одних и тех же скоростях как при ускорении, так и при замедлении.
Испытание № 2.
Разгоните автомобиль до 100 км/ч, поставьте рычаг переключения передач в нейтральное положение, выключите зажигание и, двигаясь накатом, следите за характером шума на различных скоростях. Если шум, замеченный во время этого испытания, такой же, как при первом испытании, то он исходит не от редуктора, поскольку этот узел без нагрузки не издает шума. Напротив, шум, отмеченный при первом испытании и не повторяющийся при втором, может исходить от редуктора полуосей или подшипников. Определите источник этого шума во время следующего испытания.
Испытание № 3.
На неподвижном и заторможенном автомобиле пустите двигатель и, увеличивая плавно частоту вращения, сравните возникшие шумы с замеченными в предыдущих испытаниях: если они похожи на шумы первого испытания, значит, их источником является не редуктор, а другой узел, например воздухоочиститель, глушитель, двигатель или кузов.
Испытание № 4.
Шумы, обнаруженные при первом испытании и не повторившиеся при последующих, исходят от редуктора. Для подтверждения поднимите задние колеса, пустите двигатель, включите четвертую передачу и убедитесь, что шум действительно возникает в редукторе.
Снятие
1. Ослабьте болты крепления колес к фланцам полуосей.
2. Приподнимите заднюю часть автомобиля и установите ее на подставки. Окончательно отверните болты крепления и снимите колеса.
3. Отверните пробки маслоналивного 32 (см. рис. 3.65) и маслосливного 37 отверстий и слейте масло из картера заднего моста.
4. Отверните четыре болта крепления карданного вала к фланцу 17 и отсоедините карданный вал.
5. Отсоедините задний трос привода стояночного тормоза от регулировочного наконечника.
6. Отсоедините гибкие шланги гидропривода тормозов от коллектора и заглушите их отверстия.
7. Отсоедините стойку регулятора давления от кронштейна на балке заднего моста.
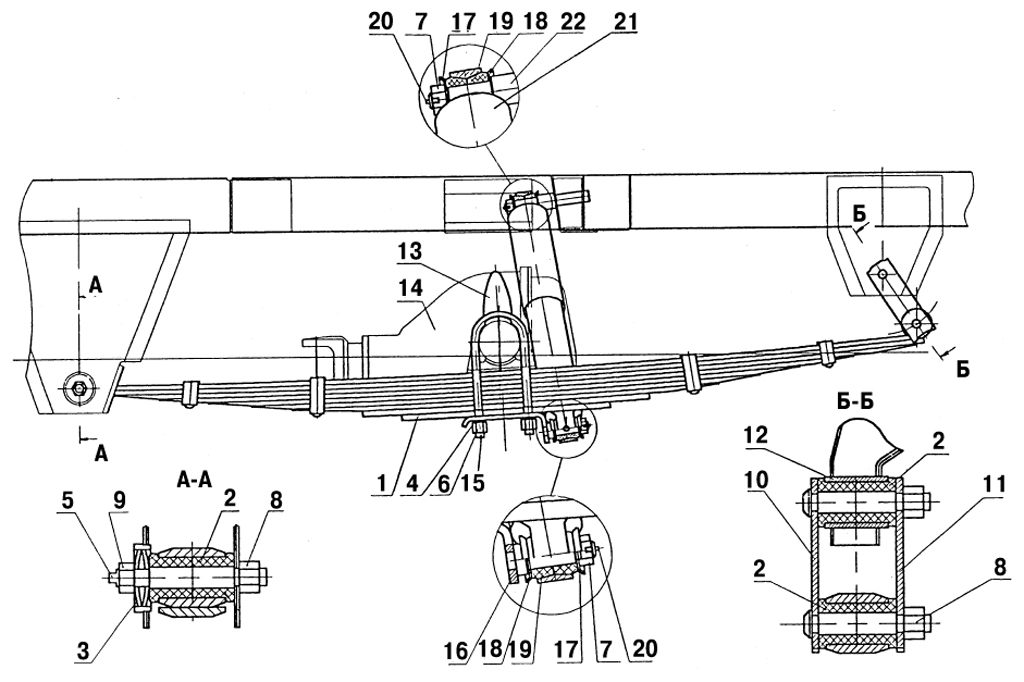 |
Рис. 4.13. Задняя подвеска: 1 – рессора; 2 – втулка ушков рессоры; 3 – шайба сферическая; 4 – шайба пружинная; 5 – палец передний рессоры; 6, 7, 8, 9 – гайки; 10 – щека серьги с пальцами в сборе; 11 – щека серьги; 12 – втулка заднего кронштейна; 13 – буфер задней подвески; 14 – картер заднего моста; 15 – стремянка; 16 – накладка стремянок; 17 – обойма наружная; 18 – обойма внутренняя; 19 – втулка резиновая; 20 – шплинт; 21 – амортизатор; 22 – палец амортизатора
|
8. Установите под балку моста домкрат и отсоедините нижние концы амортизаторов от кронштейнов балки моста, отвернув гайки 7 (см. рис. 4.13).
9. Отверните гайки крепления стремянок рессор к накладкам, снимите накладки, стремянки и резиновый буфер.
10. Снимите колеса, приподнимите задний мост над рессорами и выньте его влево по ходу автомобиля.
11. Установите задний мост в обратном порядке. Залейте в картер моста масло и отрегулируйте привод стояночного тормоза.
Разборка заднего моста
1. Выверните по две направляющие шпильки крепления барабана к ступице и снимите тормозные барабаны. Если барабан не снимается, установите шпильки в резьбовые отверстия фланца барабана и, ввертывая их, снимите барабан.
2. Отсоедините трубки гидропривода тормоза от колесных цилиндров, отвернув накидные гайки.
3. Отверните торцовым ключом четыре болта 4 (см. рис. 3.65) крепления тормозного щита через большое отверстие во фланце полуоси.
 |
Рис. 3.66. Удаление полуоси с помощью съемника: 1 – скоба; 2 – фланец; 3 – винт
|
4. Выньте полуось 1 вместе с тормозным щитом. Если полуось не вынимается рукой, выньте ее с помощью съемника, как показано на рис. 3.66.
|
ПРИМЕЧАНИЕ
Полуоси заднего моста можно снять, не снимая заднего моста. Порядок разборки тот же.
|
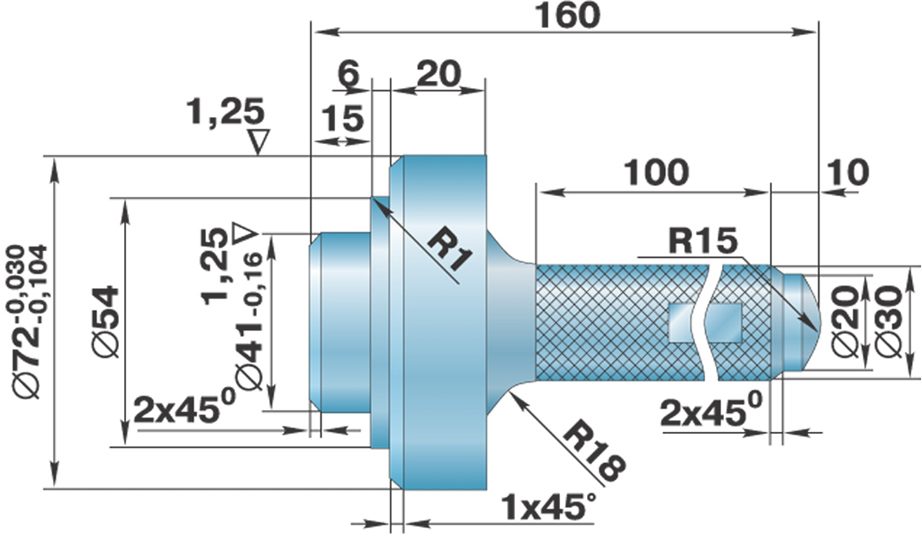 |
Рис. 3.67. Оправка для запрессовки манжеты полуоси в гнездо фланца картера заднего моста
|
5. Для замены манжеты 6 (см. рис. 3.65), выньте ее из картера заднего моста и запрессуйте новую манжету, предварительно окунув ее в моторное масло, с помощью оправки (рис. 3.67) до упора во фланец картера.
6. Соберите задний мост в обратном порядке.
Определение технического состояния полуосей
1. Замените изношенные и поврежденные шариковые подшипники 5 (см. рис 3.65), запорные 7 и упорные 2 втулки. Радиальный зазор в подшипнике не должен превышать 0,1 мм.
2. Если подшипник или запорная и упорная втулки смещены относительно своих посадочных мест, замените их.
3. Замените поврежденные пластины 3 полуосей подшипников.
4. Замените полуось 1, если она деформирована и повреждены или изношены посадочные поверхности и шлицы.
Разборка полуоси
1. Снимите запорную втулку. Легче всего это сделать, если проточить ее по наружному диаметру (либо сфрезеровать или запилить на цилиндрической поверхности лыску). При этом втулка ослабнет и легко снимется с полуоси.
2. Можно снять втулку вместе с подшипником на гидравлическом прессе. Для этого между пластиной 3 крепления подшипника и подшипником вставьте пластины толщиной 4–5 мм или специальные полукольца, охватывающие и подшипник. Оперев эти полукольца на подставку или траверсу пресса, штоком пресса со стороны шлицевого конца выпрессуйте полуось.
|
ПРЕДУПРЕЖДЕНИЕ
Повторное использование запорной втулки не допускается.
|
3. Снимите пластину полуоси и упорную втулку.
Сборка полуоси
1. Поставьте полуось вертикально.
2. Установите на полуось упорную втулку 2 и пластину 3 полуоси.
3. Наденьте на полуось подшипник и запрессуйте его до упора в упорную втулку.
4. Нагрейте запорную втулку 7 до температуры 250–300 °С. При такой температуре появляются цвета побежалости (синий и фиолетовый).
5. Наденьте запорную втулку на полуось. Большая фаска на наружной поверхности втулки должна быть обращена в сторону шлицев.
6. Напрессуйте запорную втулку на полуось до упора, используя для этого трубу с перпендикулярно подрезанным торцом диаметром отверстия 30,5–32 мм и длиной 555–650 мм.
Разборка редуктора заднего моста
|
ПРИМЕЧАНИЕ
Разборку редуктора проводите на специальном стенде или приспособлении. Если их нет, то разборку и сборку можно выполнить с использованием устройства, фиксирующего балку моста в неподвижном состоянии.
|
1. Снимите крышку редуктора 36, отвернув болты ее крепления.
2. Отверните болты и снимите стопоры регулировочных гаек подшипников дифференциала. Промаркируйте крышки подшипников дифференциала, так как они невзаимозаменяемы.
3. Отверните болты крепления крышки подшипников дифференциала и снимите крышки.
4. Выньте регулировочные гайки и дифференциал с ведомой шестерней и подшипниками.
5. Отверните гайку крепления фланца к хвостовику ведущей шестерни.
 |
Рис. 3.68. Снятие фланца крепления карданного вала
|
6. Съемником снимите фланец крепления карданного вала (рис. 3.68).
7. Резиновым или деревянным молотком выбейте ведущую шестерню с внутренним кольцом заднего подшипника и распорной втулкой, придерживая при этом рукой шестерню за головку.
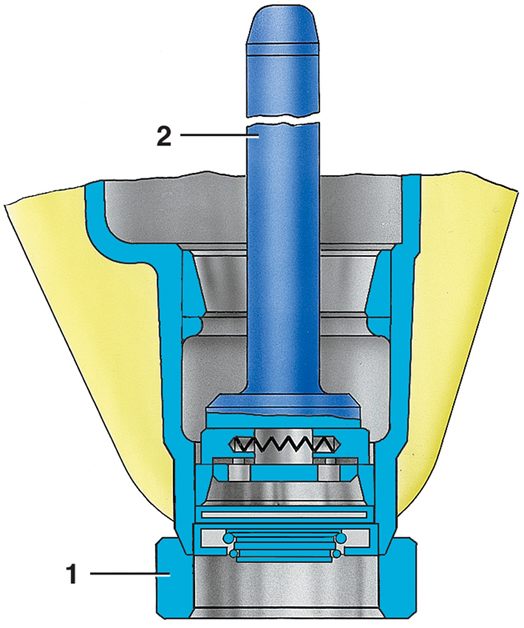 |
Рис. 3.69. Выпрессовка наружного кольца переднего подшипника: 1 – подставка; 2 – оправка
|
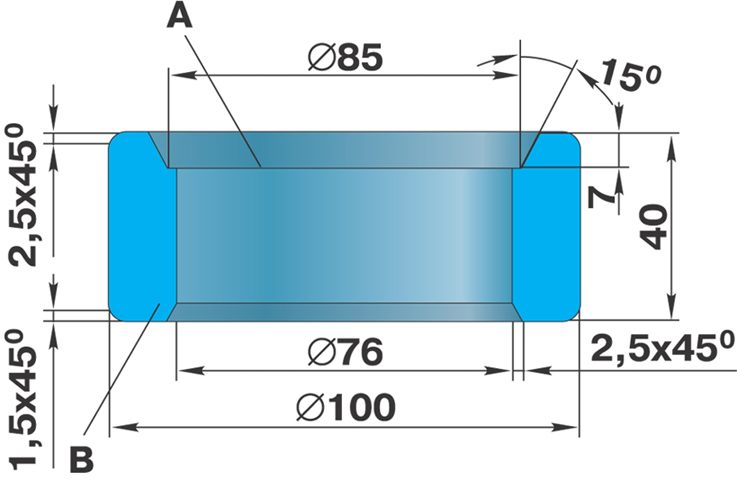 |
Рис. 3.70. Подставка под картер главной передачи при выпрессовке наружного кольца переднего подшипника. Торцы А и В должны быть параллельны
|
8. Установите картер на специальную подставку 1 (рис. 3.69) горловиной вниз и с помощью оправки 2 выпрессуйте наружное кольцо переднего подшипника одновременно с маслоотражательной шайбой и манжетой ведущей шестерни. Размеры оправки показаны на рис. 3.70.
 |
Рис. 3.71. Выпрессовка наружного кольца заднего подшипника: 1 – оправка; 2 – кольцо подшипника
|
9. Выпрессуйте наружное кольцо 2 (рис. 3.71) заднего подшипника с помощью специальной, введенной через это же кольцо оправки 1 и выньте регулировочные прокладки.
 |
Рис. 3.72. Снятие внутреннего кольца заднего подшипника с ведущей шестерни: 1 – кольцо; 2 – стакан из двух полуцилиндров; 3 – шестерня ведущая; 4 – внутреннее кольцо подшипника
|
10. Снимите с ведущей шестерни распорную втулку. Снимите на ручном прессе внутреннее кольцо 4 (рис. 3.72) заднего подшипника, используя специальную подставку, состоящую из двух полуцилиндров, соединенных кольцом 1.
Разборка дифференциала
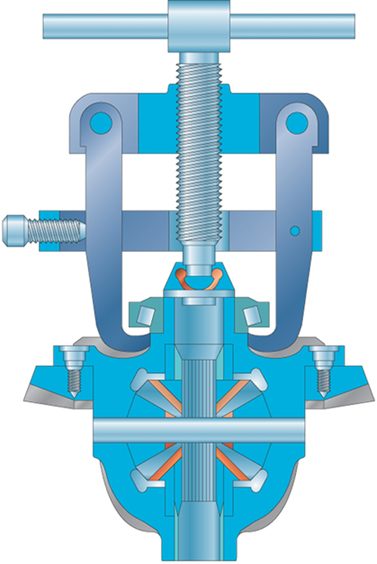 |
Рис. 3.73. Снятие подшипника дифференциала
|
1. Снимите подшипники дифференциала с помощью съемника (рис. 3.73).
2. Закрепите дифференциал с ведомой шестерней в тисках. Отверните и снимите болты крепления ведомой шестерни.
3. Легкими ударами деревянного или резинового молотка снимите ведомую шестерню 12 (см. рис. 3.65) с коробки дифференциала.
 |
Рис. 3.74. Выпрессовка оси сателлита: 1 – металлический стержень; 2 – сателлиты; 3 – коробка дифференциала; 4 – палец сателлитов
|
4. При помощи металлического стержня выбейте из коробки палец сателлитов (рис. 3.74).
5. Поверните шестерни 31 полуоси (см. рис. 3.65) и сателлиты 34 так, чтобы последние выкатились из окна корпуса дифференциала.
6. Выньте из корпуса дифференциала шестерни 31 полуосей с упорными шайбами 23.
Проверка и ремонт деталей редуктора
1. Перед осмотром детали редуктора тщательно вымойте, чтобы облегчить выявление дефектов и износа.
2. Проверьте, нет ли на зубьях шестерен повреждения или повышенного износа, правильно ли расположены пятна контакта на рабочей поверхности зубьев. При обнаружении повышенного износа, неполного зацепления зубьев или выкрошенных зубьев замените шестерни. Ведущая и ведомая шестерни заменяются только в комплекте, поскольку в процессе изготовления их подбирают попарно по шуму и пятну контакта.
3. Проверьте поверхности шеек полуосевых шестерен, шлицы, посадочные места в корпусе дифференциала.
4. Проверьте состояние поверхностей оси сателлитов, посадочные места в корпусе дифференциала, отверстия сателлитов, опорные поверхности. При незначительных повреждениях отполируйте мелкозернистой шкуркой, при серьезных дефектах замените детали новыми.
5. Осмотрите подшипники ведущей шестерни и корпуса дифференциала. Они должны быть без признака износа, с гладкими рабочими поверхностями.
6. Замените подшипники при малейшем сомнении в их работоспособности. Дефектные подшипники могут быть причиной шума и заедания зубьев.
7. Проверьте картер заднего моста, корпус дифференциала на наличие деформаций и трещин. Замените дефектные детали.
Сборка дифференциала
1. Окуните шестерни полуосей и сателлиты в моторное масло.
2. Установите в корпусе дифференциала полуосевые шестерни с упорными шайбами.
3. Установите в корпус сателлиты и проверните шестерни полуоси с сателлитами так, чтобы ось вращения сателлитов совпала с соответствующими отверстиями в корпусе.
4. Вставьте палец сателлитов.
 |
Рис. 3.75. Упорная шайба под шестерню
|
5. Проверьте осевой люфт шестерен полуоси. Допустимый осевой люфт 0,3 мм. При появлении большего зазора подложите под шестерни полуоси дополнительные упорные шайбы (рис. 3.75). Во избежание перегрузки регулировка шестерен полуосей должна быть одинаковой.
6. После сборки дифференциала шестерни должны вращаться от усилия не более 20 Н·м (2,0 кгс·м).
Сборка и регулировка редуктора
Долговечность и бесшумность работы заднего моста во многом зависят от правильной и аккуратной сборки и регулировки редуктора. При сборке должны быть обеспечены:
правильное взаиморасположение шестерен главной передачи и установка ведущей шестерни по монтажному размеру С (см. рис. 3.65);
необходимый боковой зазор между зубьями ведущей и ведомой шестерен;
предварительный натяг подшипников ведущей шестерни.
Основные параметры регулировок редуктора
Монтажный размер С – расстояние от торца ведущей шестерни до оси дифференциала –теоретически равен 53,4 мм.
Однако при подборе пары на контрольном станке для обеспечения правильного контакта зубьев ведомую и ведущую шестерни приходится передвигать вдоль их осей. Таким образом, теоретический монтажный размер нарушается, и вносится его первая поправка.
Кроме того, высота головки ведущей шестерни бывает различной (в пределах допуска), поэтому после ее замера вносится вторая поправка.
Сумма этих двух поправок (отклонений) записывается электрографом на торцах ведущей и ведомой шестерен как общая поправка к теоретическому размеру С.
Если перед поправкой стоит знак «+», то ее нужно вычесть из размера 53,4 мм, если «–» – прибавить. Полученный результат будет номинальным монтажным размером. Допустимое отклонение от этого размера при сборке редуктора +0,02 … –0,05 мм.
Боковой зазор между зубьями ведущей и ведомых шестерен необходим для компенсации погрешностей при обработке зубьев, температурных изменений, возникающих в процессе работы узла и для правильного расположения пятна контакта зубьев.
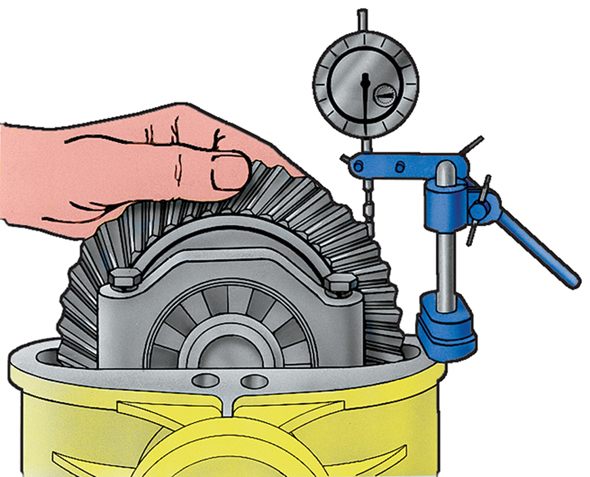 |
Рис. 3.76. Проверка бокового зазора в зацеплении зубьев ведущей и ведомой шестерен главной передачи при помощи индикатора
|
Для шестерен главной передачи боковой зазор, замеренный по нормали к профилю зуба ведомой шестерни (рис. 3.76), должен быть 0,10–0,22 мм, однако для каждой отдельно взятой пары разница между наибольшим и наименьшим зазором не должна превышать 0,08 мм. Увеличение зазора должно быть плавным, разность боковых зазоров двух рядом расположенных зубьев не должна превышать 0,03 мм.
Предварительный натяг подшипников ведущей шестерни создает осевая нагрузка, возникающая при затяжке гайки ведущей шестерни и регулируемая с помощью распорной втулки и моментом затяжки гайки ведущей шестерни.
 |
Рис. 3.77. Проверка предварительного натяга подшипников ведущей шестерни
|
Величина предварительного натяга определяется по моменту трения в подшипниках (после окончательной затяжки), который должен составлять 1,5–2,5 Н·м (0,15–0,25 кгс·м). Момент трения измеряют с помощью специального приспособления (
 |
Рис. 3.78. Контрольное приспособление для проверки момента трения (сдвига) подшипников ведущей шестерни главной передачи
|
рис. 3.77) после прокрутки ведущей шестерни на 10–15 оборотов, необходимых для освобождения рабочих поверхностей подшипников от консервационной смазки и приобретения ими рабочего состояния. Размеры оправки приспособления показаны на рис. 3.78. При отсутствии приспособления момент трения можно проверить, поворачивая рукой фланец: при этом должно ощущаться некоторое сопротивление вращению, не вызывающее излишнего напряжения руки.
Увеличенный предварительный натяг может привести к заклиниванию и повышенному износу. Из-за недостаточного предварительного натяга появляется осевой люфт ведущей шестерни, ухудшается зацепление пары, изнашиваются зубья, появляется скрежет при движении автомобиля накатом.
Установка ведущей шестерни
1. Запрессуйте с помощью оправки (см. рис. 3.78) наружное кольцо заднего подшипника в картер редуктора под прессом или ударами молотка.
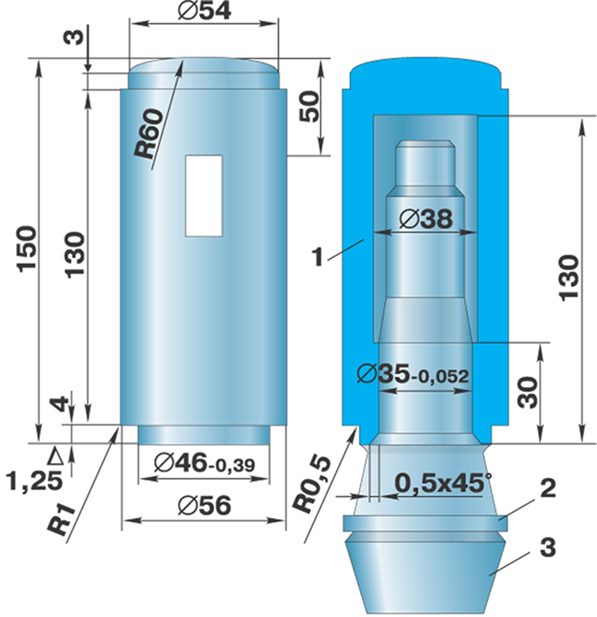 |
Рис. 3.79. Оправка для напрессовки внутреннего кольца заднего подшипника на вал ведущей шестерни главной передачи: 1 – оправка; 2 – кольцо подшипника; 3 – ведущая шестерня
|
2. Напрессуйте внутреннее кольцо 2 (рис. 3.79) заднего подшипника на ведущую шестерню 3 с помощью оправки 1 под прессом или ударами молотка.
 |
Рис. 3.81. Оправка для центрирования вала ведущей шестерни главной передачи
|
3. Вставьте в картер (рис. 3.80) собранную с внутренним кольцом подшипника ведущую шестерню, наденьте оправку (рис. 3.81) и установите картер на стенде с упором торца ведущей шестерни на подставку с медным или бронзовым наконечником. Напрессуйте фланец с помощью оправки (см. рис. 3.79) и молотка, наденьте шайбу и затяните гайку, выбрав тем самым осевой люфт ведущей шестерни.
 |
Рис. 3.82. Специальная контрольная оправка и микрометрическая стойка для измерения монтажного размера в картере главной передачи: а – контрольная оправка; б – микрометрическая стойка
|
4. Вставьте контрольную оправку 1 (см. рис. 3.80) в гнезда подшипников дифференциала. Размеры контрольной оправки показаны на рис. 3.82, а. Установите в соответствии с метками крышки подшипников на свои места и затяните болты.
5. С помощью микрометрической стойки 2 (см. рис. 3.80) измерьте расстояние в до контрольной оправки.
6. Снимите контрольную оправку, выпрессуйте наружное кольцо заднего подшипника.
7. Вычислите толщину Т пакета регулировочных прокладок, который необходимо установить в картер редуктора под наружное кольцо заднего подшипника по формуле:
Т = (а + в) – С,
где:
а – половина диаметра контрольной оправки, мм;
в – расстояние от контрольной оправки до торца ведущей шестерни, измеренное микрометрической стойкой, мм;
С – номинальный монтажный размер пары шестерен главной передачи, мм (подробно см. «Основные параметры регулировок редуктора»).
8. Установите подобранный пакет прокладок в картер и снова запрессуйте наружное кольцо заднего подшипника.
9. Запрессуйте в картер наружное кольцо переднего подшипника.
10. Вставьте в картер ведущую шестерню с установленными на ней внутренним кольцом заднего подшипника и распорной втулкой. Напрессуйте внутреннее кольцо переднего подшипника и наденьте маслоотражательную шайбу.
 |
Рис. 3.83. Оправка для запрессовки манжеты ведущей шестерни в горловину картера главной передачи
|
11. Окуните манжету ведущей шестерни в масло и с помощью оправки (рис. 3.83) запрессуйте ее до упора, причем пружина манжеты должна находиться с внутренней стороны картера.
12. Напрессуйте фланец крепления карданного вала, наденьте шайбу и затяните гайку до получения момента трения в подшипниках 2,5–3,4 Н·м (0,25–0,35 кгс·м). Закерните гайку.
Установка ведомой шестерни и подшипников дифференциала
1. Напрессуйте ведомую шестерню на корпус дифференциала с помощью деревянного или резинового молотка. Для совмещения отверстий в корпусе с резьбовыми отверстиями шестерни вверните в резьбовые отверстия несколько шпилек. Их можно изготовить из болтов, опилив головки.
2. Заверните болты крепления ведомой шестерни моментом 49–69 Н·м (5–7 кгс·м).
 |
Рис. 3.84. Оправка для запрессовки подшипников дифференциала
|
 |
Рис. 3.85. Напрессовка подшипников дифференциала: 1 – дифференциал; 2 – подшипник; 3 – оправка
|
Регулировка подшипников, дифференциала и бокового зазора главной передачи
1. Установите дифференциал в гнезда картера как можно меньшим, еле ощутимым боковым зазором между зубьями ведущей и ведомой шестерен.
2. Установите регулировочные гайки поближе к подшипникам дифференциала, поставьте крышки подшипников и заверните болты предварительным моментом 47–49 Н·м (4,8–6 кгс·м).
3. С помощью индикатора, закрепленного в стойке, проверьте биение торца ведомой шестерни. Допустимое биение 0,08 мм. Если биение больше, выясните и устраните причину превышения (зачистите забоины, заусенцы, подтяните регулировочные гайки).
 |
Рис. 3.43. Снятие промежуточной шестерни заднего хода, шестерни 5-й передачи в сборе с синхронизатором и вилкой: 1 – промежуточная шестерня заднего хода; 2 – муфта включения 5-й передачи; 3 – шестерня 5-й передачи и заднего хода; 4 – вилка включения 5-й передачи и заднего хода
|
4. Заверните регулировочную гайку специальным ключом со стороны ведомой шестерни до получения бокового зазора 0,08–0,10 мм, при этом противоположная регулировочная гайка не должна касаться наружного кольца подшипника. Измерьте боковой зазор в зацеплении с помощью индикатора, закрепленного в стойке. Ножка индикатора должна располагаться в радиальном направлении к поверхности зуба (см. рис. 3.43).
5. Затяните противоположную регулировочную гайку до получения бокового зазора 0,15–0,17 мм на том же зубе (подробно см. «Основные параметры регулировок редуктора»).
6. Затяните болты крышек подшипников моментом 67–73 Н·м (6,8–7,5 кгс·м) и проверьте боковой зазор. При необходимости повторите регулировку.
7. Установите и закрепите болтами стопоры регулировочных гаек.
8. Установите картонную прокладку и приверните крышку картера. Болты крепления крышки для герметизации резьбовых отверстий желательно окунуть в краску из алюминиевого порошка.
