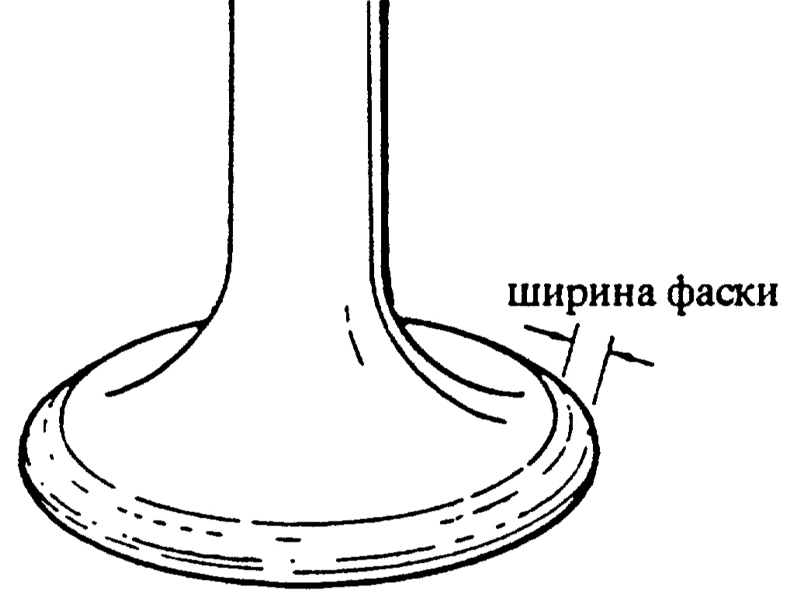
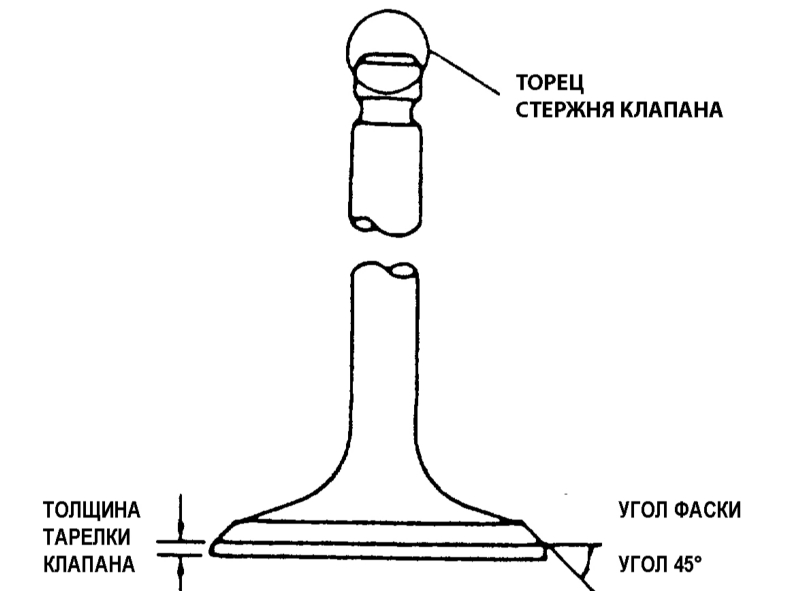
- Для проверки рабочей поверхности и ширины фаски клапана фаску клапана следует покрыть тонким слоем "preussischblau" (прусская синька) или "bleiweiss" (свинцовые белила). Вставить клапан и слегка надавить на фаску седла.
 | Клапан при этом не вращать. Если цвет распределен неравномерно, фаску клапана следует обрабатывать дальше. При этом не должен быть превышен максимальный или минимальный размеры ширины фаски, см. таблицу размеров клапанов.
|
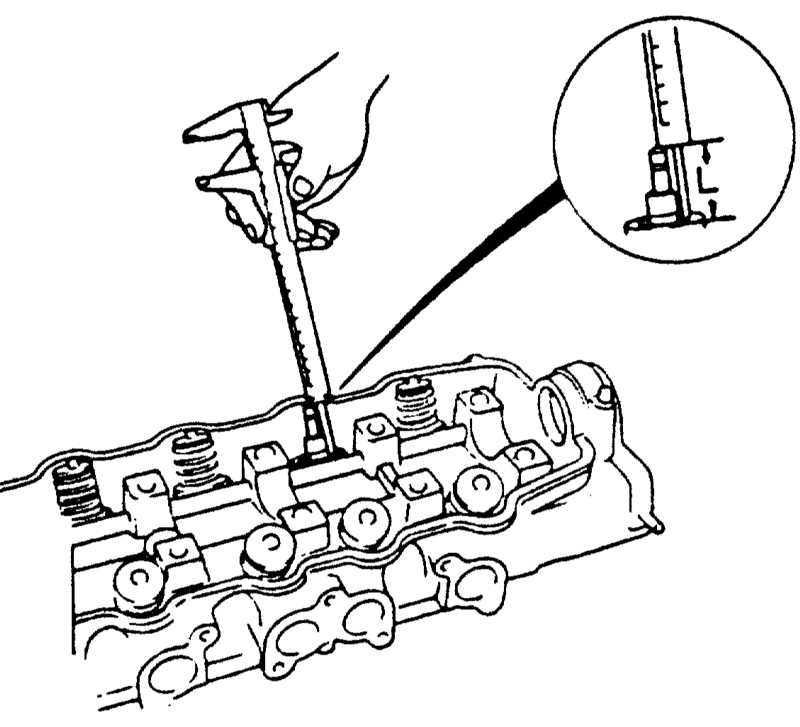
- После обработки фасок клапанов должна быть проверена величина выступания клапана -l-. Если значение лежит в пределах -а-, величина выступания в норме, если значения лежат в пределах -b-, величину выступания следует отрегулировать установкой шайбы, чтобы было достигнуто значение -а-. Если максимальное значение -b- превышено, головку цилиндров следует заменить.
Размеры клапанов
Обозначение двигателя
|
Значения в ммґґ
|
|
Длина клапана
|
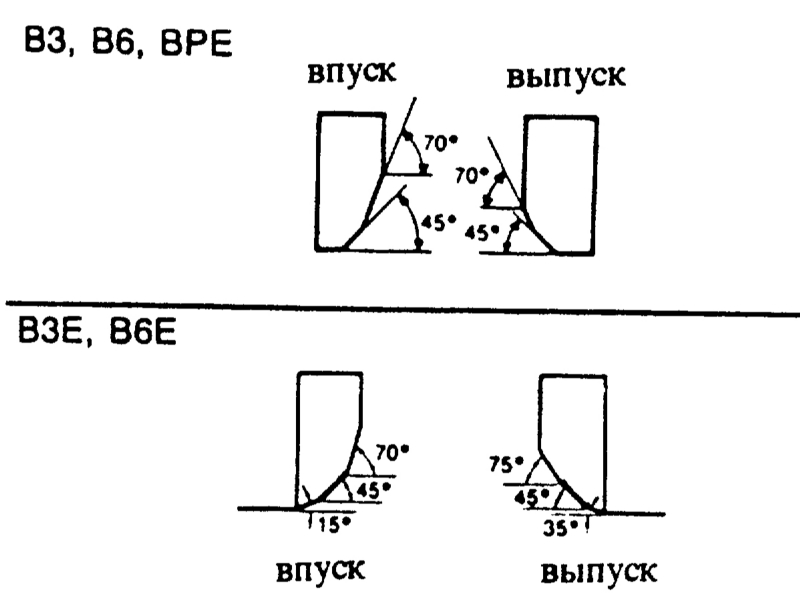
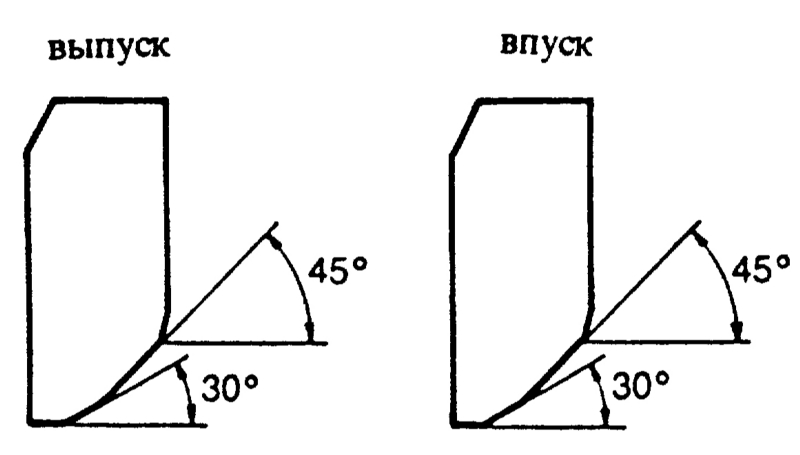
Ширина фаски клапана
|
Толщи на края клапана
|
Выступание клапана -l-ґ
|
|
Е1, ЕЗ, Е5
|
__
|
1,4
|
Вп. 0,10
Вып. 0,10
|
а = 42,4
b = 42,9 — 43,9ґґ
|
| В3, до 8/89
|
__
|
1,1 — 1,7
|
Вп. 0,50
Вып. 1,00
|
а = 39,0 — 39,5
b = 39,5 — 40,5
|
| ВЗ с 9/89
|
Вп. 103,84
Выл. 104,94
|
0,8 — 1,4
|
Вп. 1,00
Вып. 1,00
|
а = 41,5 — 42,0
b = 42,0 — 43,0
|
| В5
|
__
|
1,1 — 1,7
|
Вп. 0,50
Вып. 1,00
|
а = 39,0 — 39,5
b = 39,5 — 40,5
|
| В6 ДО 9/89
|
__
|
1,1 — 1,7
|
Вп. 1,00
Вып. 1,30
|
а = 39,5 — 40,0
b = 40,0 — 41,0
|
| В6 с 9/89
|
Вп. 103,84
Вып. 104,94
|
0,8 — 1,4
|
Вп. 0,90
Вып. 1,00
|
Впуск
а = 41,5 — 42,0
b = 42,0 — 43,0
Выпуск
а = 41,5 — 42,0
b = 42,0 — 43,0
|
| ВРЕ (sohc)
|
Вп. 101,77
Вып. 102,97
|
0,8 — 1,4
|
Вп. 0,65
Вып. 1,20
|
Впуск
а = 42,5 — 43,0
b = 43,0 — 44,0
Выпуск
а = 41,0- 41,5
b = 41,5 — 42,5
|
| ВРЕ (dohc) до 8/89
|
__
|
0,8 — 1,4
|
Вп. 1,00
Вып. 1,00
|
а = 43,5 — 44,0
b = 44,0 — 45,0
|
| ВРЕ (dohc) с 9/89
|
Вп. 101,34
Вып. 101,44
|
0,8 — 1,4
|
Вп. 1,35
Вып. 1,45
|
а = 45,0 — 45,5
b = 45,5 — 46,5
|
| ВЗЕ
|
Вп. 105,27
Вып. 104,17
|
1,1 — 1,7
|
Вп. 0,50
Вып. 1,00
|
а = 39,0 — 39,5
b = 39,5 — 40,5
|
| В6Е
|
Вп. 103,77
Вып. 102,67
|
1,1 — 1,7
|
Вп. 0,50
Вып. 1,00
|
а = 39,0 — 39,5
b = 39,5 — 40,5
|
| pn
|
Вп. 101,50
Вып. 101,40
|
1,4 — 1,8
|
Вп. 0,50
Вып. 0,50
|
а = 36,8 — 36,9
|
|
|